
Это не только массовое производство одного из самых востребованных предметов быта, сетей питания, но и перспективный бизнес.
Содержание:
Производство однослойных стаканов
Двойная стенка
Изображения
Существует два основных варианта посуды:
- Однослойные;
- Двухслойные.

В первом случае речь идет об изделиях для холодных напитков. Они обладают низкой теплопроводностью, но должны сопротивляться воздействию конденсата и не размокать, если снаружи появляются капли влаги.
Для защиты бумажная стенка покрывается слоем полиэтилена, который надежно изолирует уязвимый материал. Полимер наносится изнутри и снаружи, отличается высокой теплопроводностью.
Из-за маленькой толщины стенки такая посуда не применяется в сочетании с горячим питьем, чтобы не обжигать руки
Однослойные стаканчики для горячих напитков изготавливаются из материала с большей толщиной и плотностью, который отличает сниженной теплопроводностью. Ламинация имеется только на внутренней поверхности, что исключает протекание.
Снаружи стенка бумажная, потому нагревается от содержимого значительно дольше, кроме того, она уязвима для конденсата и размокает, если использовать стакан для холодных напитков.

Двухслойный вариант работает по принципу термоса, между двумя слоями целлюлозы остается прослойка воздуха, которая не позволяет обжигаться даже при употреблении напитков, заваренных очень горячей водой (чай или кофе до 60 градусов). Полимерный слой покрывает внутреннюю поверхность, так как изолировать наружную стенку от воды нет необходимости.
Одной из разновидностей двухслойных конструкций является стакан с рельефным внешним слоем. Он может быть гофрированным с прямолинейными складками или изогнутыми узорами. Форма приятна на ощупь, препятствует выскальзыванию даже если поверхность влажная.
Важная особенность двухслойных конструкций не только в изолировании руки от лишнего тепла, но и поддержании температуры самого напитка

Основные характеристики:
- Размеры. Существует обширный ассортимент посуды, которая отличается емкостью, а также габаритами. Эти параметры учитываются при подборе расходных материалов под вендинговый бизнес или кофейню, чтобы составить ассортимент. В среднем емкости варьируются от 150 до 500 мл, но есть специфические узкоспециализированные объемы, в том числе выпускаемые индивидуально;
- Изображение. В классическом исполнении посуда производится из белого картона, но окрасить его можно в любой сплошной цвет. При необходимости на стенки наносится любое изображение, в том числе тематические, логотипы или мемы. Это хорошо работает при продвижении своего бренда, а также предоставления информации целевой аудитории;
- Плотность материала. Картон для производства используется различной плотности, которая влияет на качество, жесткость готового изделия. Показатель варьируется от 150 до 350 г/м2 (может достигать 380 г/м2).

Производство однослойных
Для однослойных емкостей применяют картон плотностью до 380 г/м2, полотно изначально имеет ламинацию с одной или обеих сторон.
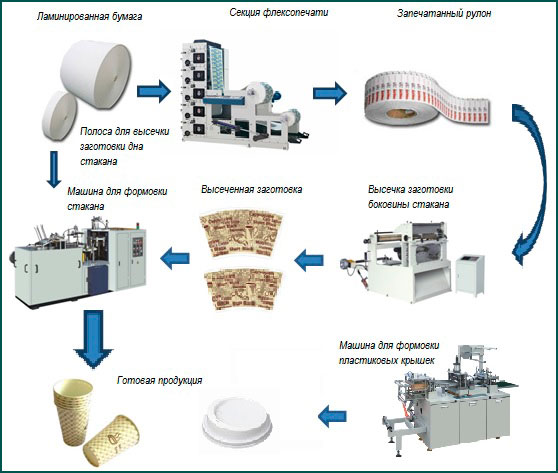
Этапы производства однослойных изделий:
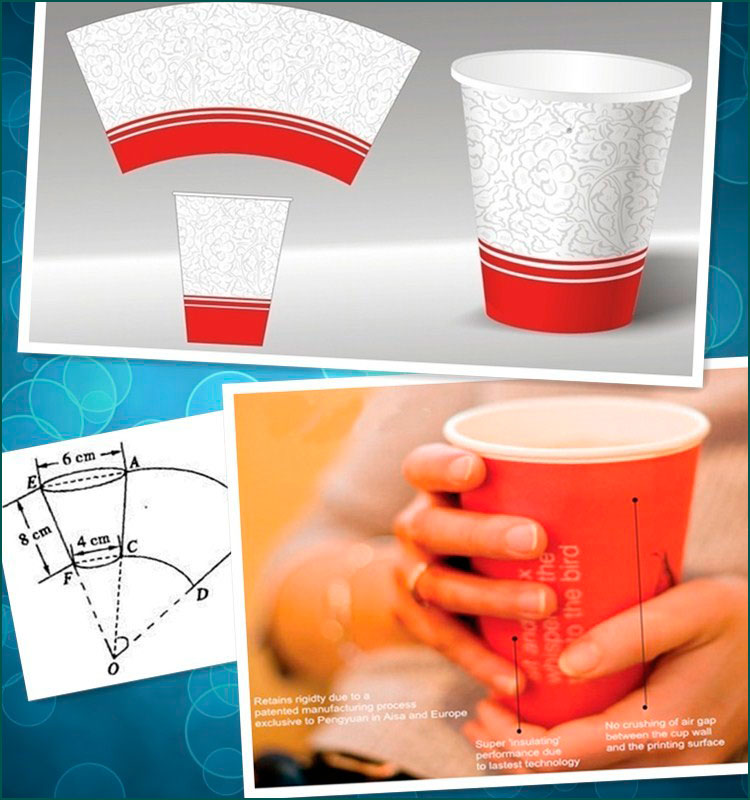
- Так как рулон в чистом виде используется редко, на поверхности размещают изображения с логотипами или любые другие. Они имеют форму будущей заготовки – сектора, из которого при сворачивании объемной фигуры образуется усеченный конус. Нанесение рисунка – это сложный процесс, для которого задействуются офсетные машины или оборудование для флексопечати. На данный момент используемые технологии представляют собой компромисс между точностью передачи цветов и тонких контуров детальных изображений;
- Рулон с заготовками отправляется на просекание заготовок. Чаще всего используется специальный пресс или штанцевальная машина, способная обрабатывать материал в такой форме. Некоторые станки при реализации этапа опрыскивают полотно водой, увлажнение позволяет придать ему большую эластичность и исключить заламывание кромок;
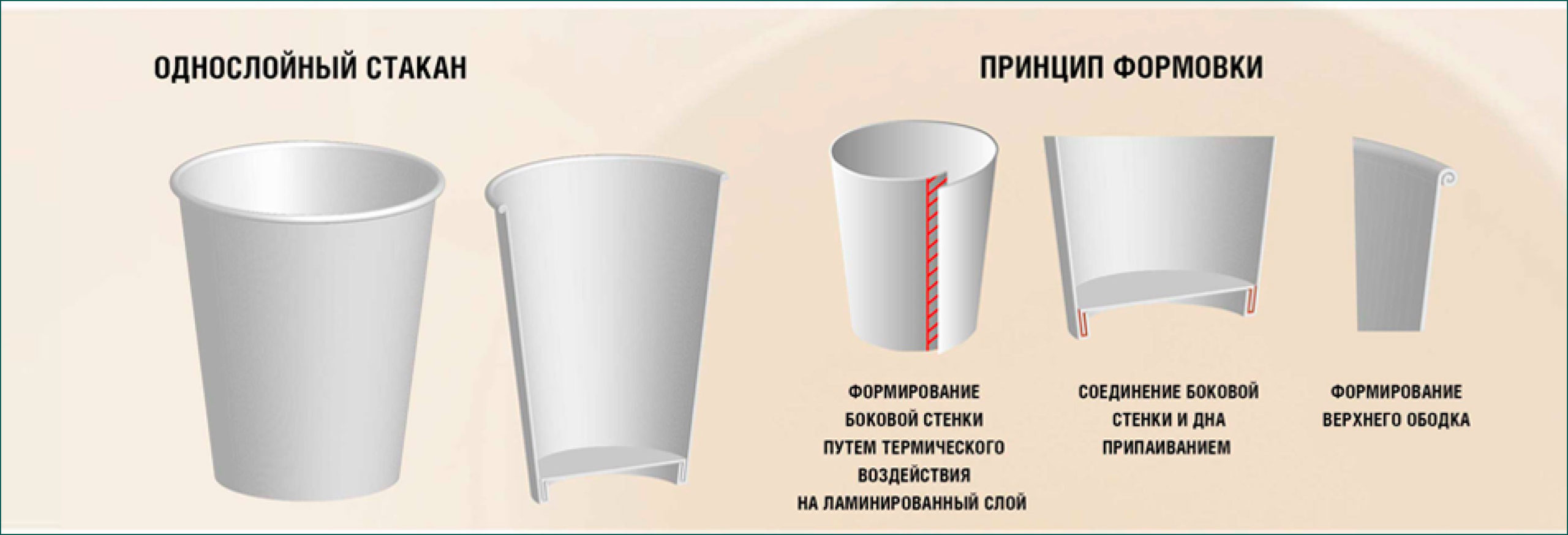
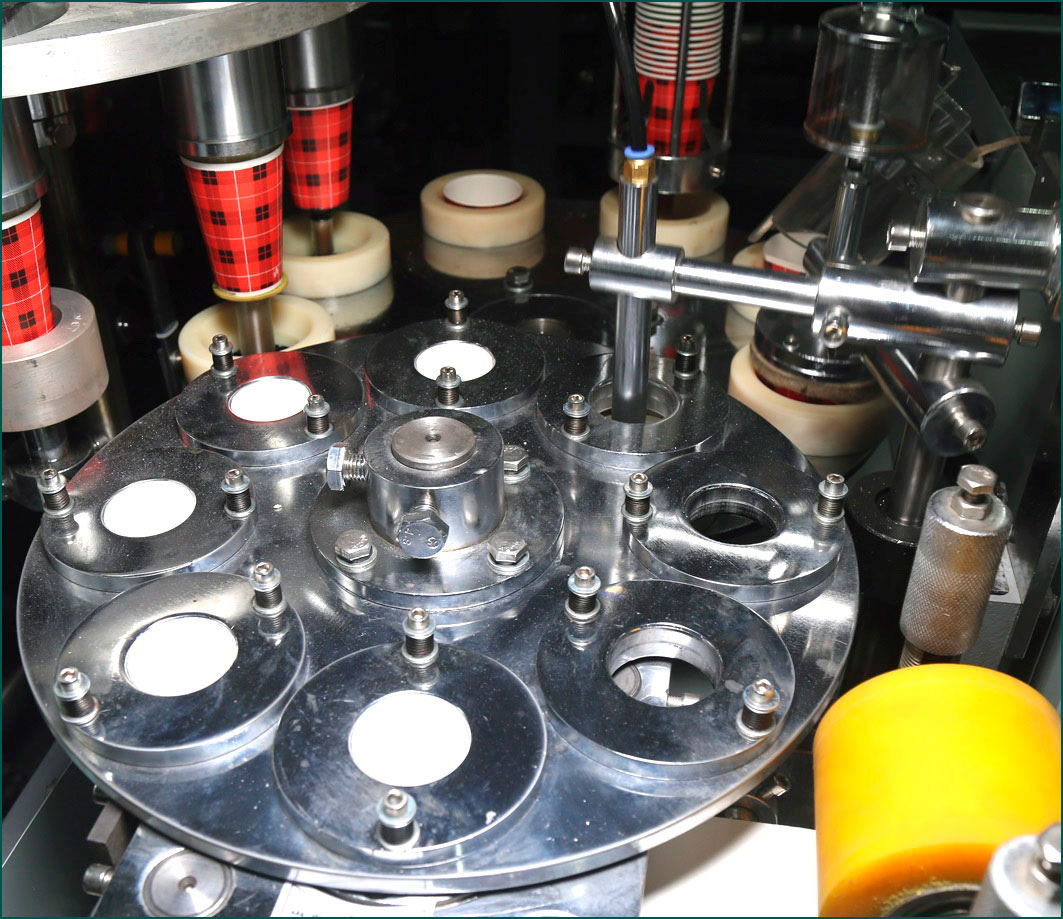
- Формовка. На этом этапе высеченная заготовка формуется вокруг объемной детали, идентичной по габаритам выбранному типоразмеру стаканов. Образованный стык проклеивается за счет воздействия высокой температуры, губки, запаивающие шов, прогреваются до 2000 градусов. Параллельно фиксируется донышко с использованием аналогичной методики. В результате расплавляется полимерный слой кромок и пластик проникает в поверхность, надежно запаивая и соединяя элементы конструкции. Параллельно верхний ободок стакана обрабатывается силиконом для водонепроницаемости;
- Далее продукция упаковывается и подготавливается к дальнейшей продаже и транспортировке. Для этой задачи служит специальный станок, который фасует упаковки с заданным количеством предметов. Удобна форма самих емкостей, которые вставляются друг в друга, за счет нее можно компактно уложить сотни чашек. В сочетании с минимальным весом это существенно упрощает и удешевляет логистические операции.
Кстати, перед началом выпуска партии емкостей определенного объема производится настройка. Она подразумевает калибровку устройств, замену пресс-форм и аналогичные манипуляции. Не рекомендуется часто менять ассортимент, для форм лучше длительная работа с одним типоразмером, чем постоянная регулировка и настройка. Чем больше подобных манипуляций, тем выше риск повреждения.
Так как компонент является высокоточной деталью, экономически разумно продлить срок ее службы
Современные предметы посуды оснащаются несколькими типами дополнительных деталей:
- Капхолдеры и специальные манжеты. Это поясок из картона, который создает на наружной части двойную стенку, удобную для удержания чашки с горячим питьем. Капхолдер – это формованная под размер кружки подставка, она может быть предназначена для нескольких стаканов;
- Крышка. Обычно формуется из пластика, ее основной параметр, которому изделие должно соответствовать – посадочный диаметр по верхнему бортику стакана. Естественно, есть несколько типов крышек по размерам. Они могут иметь откидной носик, через который удобно пить, либо подготовленную прорезь для трубочки;
- Ложка. Часто в комплекте с кружкой дается небольшой предмет в виде лопатки, которым удобно размешивать сахар в напитке.
Двойная стенка
Для выпуска двухслойного стакана необходимо взять уже готовый отформованный цилиндр и снаружи зафиксировать аналогичную форму для получения воздушной прослойки. С этой целью применяют независимый станок, который фиксирует уже готовый стакан и проклеивает кромки чуть большего цилиндра снаружи.
Запаиваются верхние кромки и нижние в районе донышка

Форма поверхности внешнего слоя может быть 2 типов:
- Гладкая;
- Гофрированная.
Для создания каждого из типов служит отдельный станок. Выпуск стаканов для кофе проводится при наличии целого комплекса оборудования, чем совершеннее оно, тем выше производительность, качество изделий и реализуемый ассортимент.
Например, формовочная машина в зависимости от типа выполняет следующие задачи:
- Электрический метод спайки шва. В этом случае станок способен работать со стаканами высотой не более 115 мм, объем же может варьироваться от 60 до 360 мл;
- Ультразвуковая спайка. Это более универсальные аппараты, способные работать с любыми типами картона. Соединительный шов отличает однородная поверхность. Которая не выделяется на фоне остальной стенки, так достигается лучшая эстетика. Доступны для обработки любые объемы от 60 до 480 мл.
Отдельно приобретается установка для формовки пластиковых заготовок
Она используется для крышек или ложек и создает их под давлением при воздействии температуры.
Изображения
Нанесение изображений на наружную поверхность – это основное средство индивидуализации, которое эффективно работает при продвижении продукции и налаживании обратной связи с клиентом. Таким образом можно передать сведения об открытии нового сайта, сообщить об акции или вызвать положительные эмоции напечатанным мемом.

Для нанесения картинки используют несколько основных методов:
- Флексография. В данном случае задействуется краска с летучим растворителем, которые в готовом виде способны сохранять химический запах длительное время. Чтобы беспрепятственно использовать методику на посуде желательно работать с составами на водной основе. Его преимущества в высокой скорости производства за счет автоматизации, но точность передачи изображения и мелких деталей сравнительно низкая. Метод отлично подойдет для создания однотонных стаканов, но без большого количества сложных элементов;
- Офсетная печать. Полноцветный метод, который характеризуется способностью передавать с высокой точностью любые тона и полутона, оттенки. Занимает существенно больше времени, чем предыдущая альтернатива, но обходится дороже;
- Наклейки. Это качественный вариант для любых вариантов посуды, будь то небольшая одностенная кружка или двухслойная с гофрированной поверхностью. Для второго случая применяют усиленный клеевой слой, который схватывается с выступами бумаги. Такой способ позволяет получить максимально качественные картинки, которые полезны, чтобы устроить разовую акцию или предоставить данные для связи.
Для моделирования изображения используют две основных модели для отображения на экране. Это RGB (красные-зеленые-синие точки) и CMYK (Cyan или голубой, Magenta или пурпурный, Yellow — желтый и Keycolor или BlacK, черный). В теории первая триада должна давать белый, CMYK – это ее противоположность, дающая черный. Однако, голубой-пурпурный-желтый часто дают грязно-коричневый. Потому используется черный, чтобы компенсировать отклонения.
Вторая цветовая модель не позволяет передавать кислотные и насыщенные оттенки, что является ее основным недостатком
Специалисты знают, что при переносе картинки на бумагу возможны отклонения цветов. В зависимости от плотности, наличия мелованного слоя и других показателей происходят искажения. Печатные машины также могут давать отклонения.
Прочие факторы:
- Качество монитора, на котором происходило моделирование, его калибровка;
- Соответствие профилей агрегата и листа, выбранных цветовых схем;
- Даже микроклимат в цеху имеет значение.

Причина, по которой была создана система CMYK в том, что бумага не излучает, как монитор, а отражает (этим также вызваны существенные различия между картинкой на экране и готовой продукции). На восприятии сильно сказывается освещенность помещения, чаще всего цвет выглядит в жизни менее ярким и контрастным.
Различия использованного материала:
- При наличии мелованного глянцевого слоя краска будет впитываться в белоснежную поверхность, что существенно снижает искажения. Для точной передачи изображения лучше выбирать именно такой тип основы;
- Слабомелованный матовый. В таком случае поверхность более рыхлая, лучше впитывает краску, которая буквально проваливается в нее. Это вызывает более выраженные искажения;
- Немелованный. Если белоснежного слоя нет вообще, то краситель глубоко впитывается в поверхность перед застыванием. В данном случае искажения максимальны, плохо подходит для передачи мелких деталей, например, текстовой информации.

Важно учитывать при заказе стакана для кофе размер партии, стоимость одного изделия
Если масштаб большой, есть смысл рассмотреть покупку самых простых емкостей, на которые можно наносить авторские изображения или ставить штамп. То есть можно использовать сделанные на заказ штампы, чтобы отпечатывать вручную необходимые рисунки, товарные марки. Необходимо учесть, будет ли это рентабельно с учетом затрат времени и усилий на сам процесс.